




 扫一扫
扫一扫


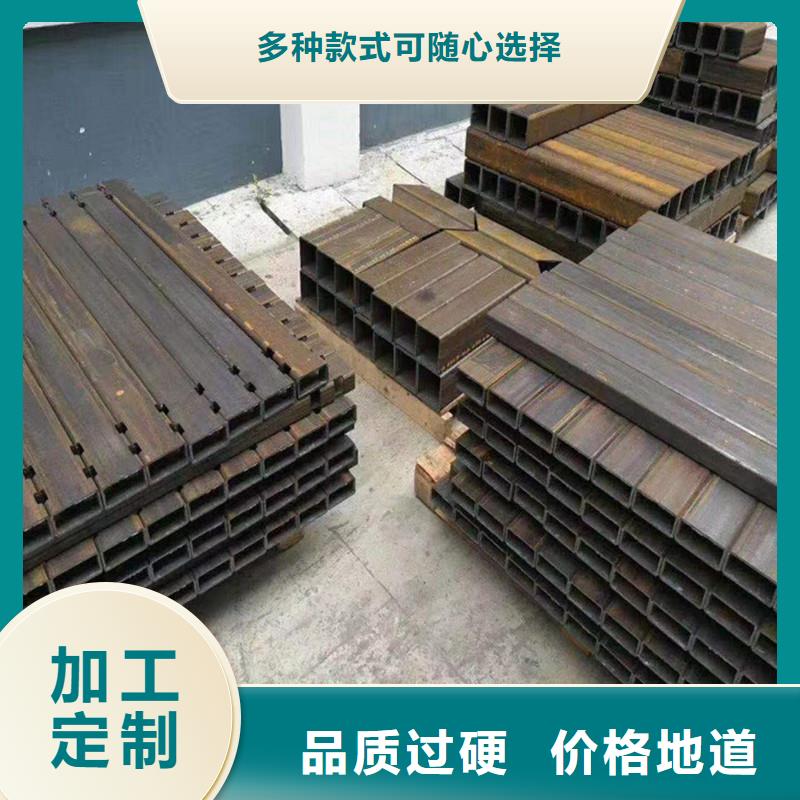
1、卫生级镜面管生产工艺激光切割加工工艺流程:
管坯--检验--剥皮--检验--加热--穿孔--酸洗--修磨--润滑风干--焊头--冷拔--固溶处理--酸洗--酸洗钝化--检验--冷轧--去油--切头--风干--内抛光--外抛光--检验--标识--成品包装
2、工业管工艺流程
管坯--检验--剥皮--检验--加热--穿孔--酸洗--修磨--润滑风干--焊头--冷拔--固溶处理--酸洗--酸洗钝化--检验
3、焊管工艺流程
开卷--平整--端部剪切及焊接--活套--成形--焊接--内外焊珠去除--预校正--感应热处理--定径及校直--涡流检测--切断--水压检查--酸洗--最终检查--包装
圆钢--管坯--检验--加热--穿孔--定径--热轧--平头--检验--酸洗--球型退火--冷拔--成型--齐口--检验



作为 厦门镀锌喷塑防撞栏、公司,鸿山金属制造有限公司采用优异的网络技术与严谨的管理制度,坚持以“让客户满意,为客户赢利”为服务宗旨,全心全意服务客户。


不锈钢、铝合金及其他高温合金管道,通过特殊的 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。头,激光切管可以实现高精度、高灵敏度和高稳定性的切割;根据特殊截面管的加工要求,如椭圆管,管博士和其他异形管,特殊截面管的激光切割技术和激光切割的自动补偿技术可以开发管道变形和弯曲变形,从而解决缺陷引起的激光切割管本身。
1、卫生级镜面管工艺流程:
管坯--检验--剥皮--检验--加热--穿孔--酸洗--修磨--润滑风干--焊头--冷拔--固溶处理--酸洗--酸洗钝化--检验--冷轧--去油--切头--风干--内抛光--外抛光--检验--标识--成品包装
2、工业管工艺流程
管坯--检验--剥皮--检验--加热--穿孔--酸洗--修磨--润滑风干--焊头--冷拔--固溶处理--酸洗--酸洗钝化--检验
3、焊管工艺流程
开卷--平整--端部剪切及焊接--活套--成形--焊接--内外焊珠去除--预校正--感应热处理--定径及校直--涡流检测--切断--水压检查--酸洗--最终检查--包装
4、无缝方管工艺流程
圆钢--管坯--检验--加热--穿孔--定径--热轧--平头--检验--酸洗--球型退火--冷拔--成型--齐口--检验




技术支持:cdlgp.com